
Արևային ֆոտովոլտային ամրակապերի գլանաձև ձևավորման մեքենա
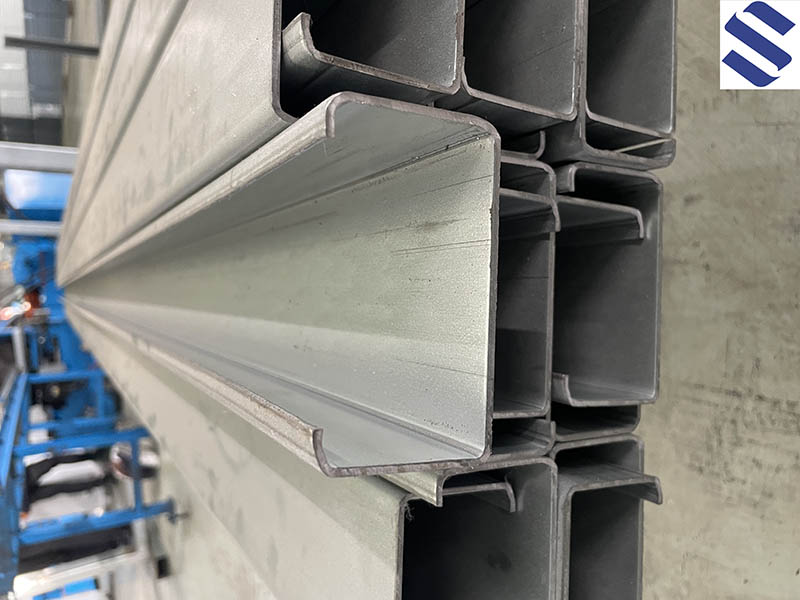
Այս մեքենան որպես հումք ընդունում է ցինկապատ պողպատ կամ սառը գլորված պողպատ, մի շարք քայլերի միջոցով այն ձևավորելու համար AC ալիքային պրոֆիլ՝ որոշակի ձևով և չափսերով:
Ձևավորման քայլերի սարքերը ներառում են դեկոիլյատոր, սնուցման և հարթեցման սարք, դակիչ սարք, հիմնական ձևավորող գլան, հիդրավլիկ հետկտրիչ։
Ինվերտորը կարգավորում է շարժիչի արագությունը, PLC համակարգը ավտոմատ կերպով կարգավորում է երկարությունը և քանակը։
Հետևաբար, մեքենան հասնում է շարունակական ավտոմատ արտադրության, որը սառը գլանափաթեթավորման արդյունաբերության համար իդեալական սարքավորում է:
| Պրոֆիլային նյութ | Ա) Ցինկապատ շերտ | Հաստություն (մմ): 1.5-2.5 մմ |
| Բ) Սև շերտ | ||
| Գ) Ածխածնային շերտ | ||
| Հոսքի ուժ | 250 - 550 ՄՊա | |
| Ձգման լարվածություն | G250 ՄՊա-G550 ՄՊա | |
| արտադրական գծի մասեր | Լրացուցիչ ընտրություն | |
| Ձևավորման կայան | 18-20 քայլ (մինչև հաճախորդների նկարը) | |
| Հիմնական մեքենայի շարժիչի ապրանքանիշը | TECO/ABB/Siemens | ԿԱՐԵԼ |
| Վարորդական համակարգ | Փոխանցման տուփի շարժիչ | * Փոխանցման տուփի շարժիչ |
| Ձևավորման արագություն | 10-15 մ/րոպե | 20-35 մ/րոպե |
| Գլանների նյութը | CR12MOV (dongbei պողպատ) | Cr12mov (dongbei պողպատ) |
| Հաճախականության փոխիչի ապրանքանիշ | ՅԱՍԿԱՎԱ | ԿԱՐԵԼ |
| ԲԲԸ ապրանքանիշ | Միցուբիշի | * Siemens (ըստ ցանկության) |
| Կտրման համակարգ | SIHUA (ներմուծում Իտալիայից) | SIHUA (ներմուծում Իտալիայից) |
Կառուցվածքային ալիքային գլանաձև մեքենայի ներդրում
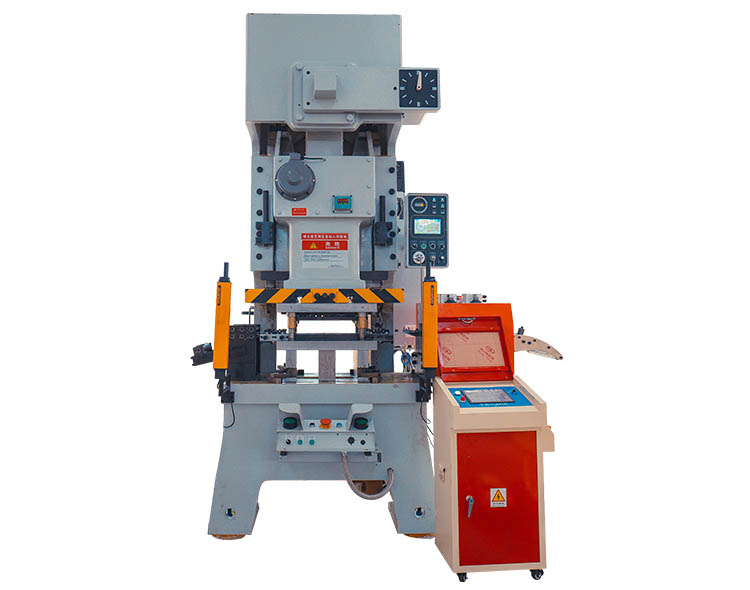
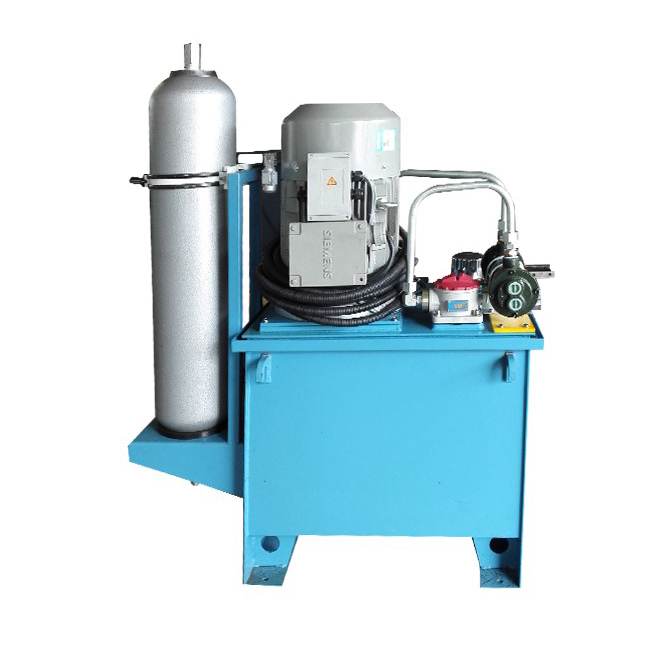
Արտադրական գործընթաց՝ Ապակեղևահանող → լծակ և սնուցող սարք → մամլիչ մեքենա (պարունակում է դակիչ մատրից) → գլանաձև ձևավորման պրոֆիլ → կտրման սեղան → փաթեթավորման սեղան (հիդրավլիկ համակարգ՝ հզորությամբ) բոլոր մասերը կառավարվում են էլեկտրական կառավարման համակարգով։
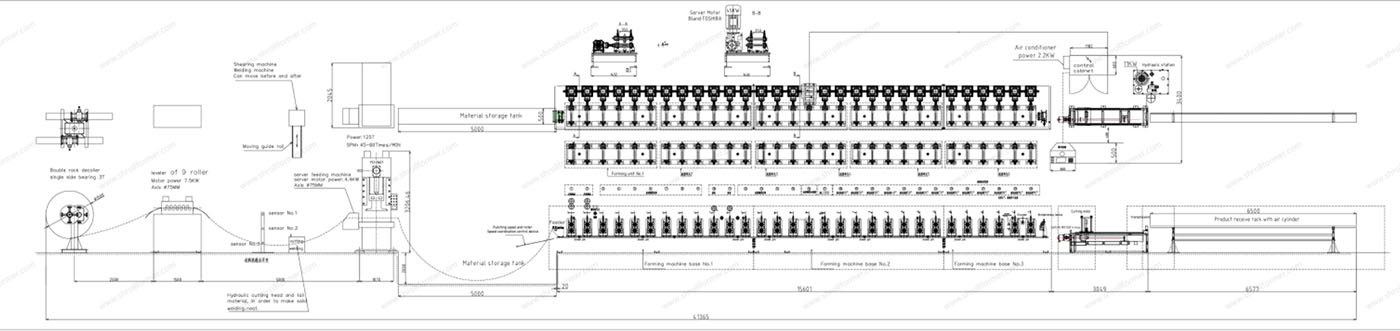

Կառուցվածքային ալիքային գլանաձև ձևավորման մեքենայի հարթեցիչ։

Յանգլի հզորությունը 125 տոննա YANGLI JH21-125:
C 38*40 գլանաձև ձևավորման մեքենա՝ Արտադրանքի արագություն՝ 30-50 մ/րոպե։

Կույտավոր սեղան 6.5 մ։

1. Կոդավորիչ՝ OMRON (ճապոնական ապրանքանիշ)
2. Հաճախականության շարժիչ՝ 45 կՎտ (NIDEC) Ճապոնիա
3. ԲԲԸ: MITSUBISHI (ճապոնական ապրանքանիշ)
4. Մարդկային ինտերֆեյս՝ KINCO
5. Ռելե՝ OMRON (ճապոնական ապրանքանիշ)



Ապրանքների կատեգորիաներ
-
SIHUA որակի տաք վաճառք կասետային կիլային ալիքային ռո ...
-

Իտալական տեխնոլոգիական SIHUA գլխավոր և խաչաձև առաստաղ...
-

Առաստաղի T-ցանցային գլանաձև ձևավորման մեքենա
-

SIHUA ավտոմատ կտրող բարձր արագությամբ, բարձր ճշգրտությամբ...
-

CW պրոֆիլների գլանաձևման արտադրական գիծ; UW...
-

Փաթեթավորման ճարմանդային պրոֆիլի գլանաձև ձևավորման մեքենա